Zájmem majitele je efektivně investovat finanční prostředky. Finanční ředitel, který řídí tok svěřených finančních prostředků ve firmě, má zájem o to, aby zaplacení pohledávek za zakoupený stroj příliš nenarušilo finanční situaci firmy, zejména pokud se jedná o velké prostředky v řádech milionů. Naopak technici chtějí co nejlepší technické provedení a někdy je finanční stránka moc nezajímá. Personál, který na stroji pracuje a následně se o něj stará, chce spolehlivý, výkonný a bezporuchový obráběcí proces.
Někdy se stává, zejména u velkých investic do obráběcích strojů, že je uplatňována naivní představa pouhého „mačkání zeleného knoflíku“, který spouští technologický program, a vkládání polotovarů na jedné straně a vyjímání hotových obrobků na straně druhé. Tato představa svědčí o neznalosti stavby obráběcích strojů a je jen těžko v dohledné době realizovatelná. Při výběru obráběcího stroje je velmi důležité jak ve fázi předinvestiční, tak i realizační, umět tyto náhledy vzájemně sloučit tak, aby došlo k úspěšné realizaci a posléze úspěšnému provozu obráběcího stroje za spokojenosti jak prodávajícího, tak i kupujícího.
Neujasnění si toho, co vlastně od nakupovaného stroje očekávám, zejména pak toho, zda rozumím jeho konstrukci a vhodnosti pro svůj sortiment obrobků, dále zda mám potřebné zkušenosti s jeho budoucím provozem, kvalifikované technology i obsluhu, vede téměř ve 100 % případů k problémům. Tyto problémy řeší posléze jak prodávající, tak kupující. V mnoha firmách je tato otázka podceňována, protože při uvažování o nákupu se soustředí myšlení těch, kteří rozhodují, pouze na to, jak nejlevněji pořídit stroj. Tento tragický způsob uvažovaní zastřený do „někdy“ dobrého úmyslu ušetřit majiteli firmy peníze způsobí, že ve velmi krátkém časovém horizontu je pak utraceno daleko více peněz na reklamacích, neshodných výrobcích a někdy i soudních sporech.
výrobce, a zejména pak konstrukční provedení daného CNC obráběcího stroje
obrobek, který budu na stroji obrábět (materiál, tvar a tuhost) a provedení upínačů. Věta o univerzálních strojích, které obrobí vše jenom proto, že se jmenují centra, je mýtus a hrubá neznalost těch, kdo to tvrdí
místo instalace, jeho provedení a stav okolí
kvalitu a schopnosti obsluhy stroje
schopnosti a dovednosti technologů
způsob měření hotového obrobku a věrohodnost zpracování naměřených dat
schopnosti a kvalitu provozní údržby
Při koupi CNC obráběcích strojů je žádoucí postupovat tak, že všechny technické vlastnosti stroje deklarované výrobcem (dodavatelem) jsou brány jako sekundární. Primární vždy je, zda stroj obrobí nebo neobrobí součást, kterou je potřeba vyrobit. Z tohoto důvodu je dobré mít již v kupní smlouvě zakotveno předávání stroje na konkrétní obrobenou součást, nejlépe v malé dávce a pro díly, se kterými je nyní při obrábění problém. Dále je nutné, aby dodavatel dodal celou technologii včetně návrhu upínače a na tomto demonstroval kupujícímu vlastnosti stroje v provozu.
Pro úspěšnost výrobního procesu je důležitá dosažená přesnost obráběného dílu, a je proto potřeba důkladně zvažovat celý systém vlivů, který na přesnost obrábění působí.
Pracovníci výroby jsou pod velikým tlakem, musí včas dodávat shodné výrobky (obrobky). Logicky je tedy bude zajímat, zda nově pořizovaný CNC obráběcí stroj má vyhovující výrobní přesnost.
Každý CNC obráběcí stroj má být konstrukčně a uživatelsky vyvážený a neměl by vykazovat žádná slabá místa. V praxi je to ovšem těžko dosažitelné. Pokud se prodejce soustředí pouze na konstatování, že „přesnost polohování osy je 2 µm a to je perfektní“, stěží to poskytne uživateli informa-ci o odchylkách, které se dají očekávat u obráběného obrobku. Spíš je třeba zvažovat celý systém vlivů, který působí na výrobní přesnost.
vlastnosti obráběné součásti (materiál, tuhost, způsob upnutí)
použitá technologie výroby (strategie obrábění, použitá procesní kapalina, nástroje, řezné podmínky)
obsluha stroje (schopnost, kvalifikace, pracovní podmínky)
pracovní přesnost CNC obráběcího stroje deklarovaná výrobcem na předepsaných testovacích obrobcích (způsob uložení stroje na základ, geometrická přesnost, přesnost polohování, volumetrická přesnost, statická a dynamická tuhost, teplotní stabilita, hranice odolnosti proti vzniku samobuzenému kmitání, stupeň inteligence a adaptibility vůči změnám v okolí)
měření obrobku (strategie měření, míra nejistoty měření, místo měření, věrohodnost zpracování naměřených dat)
okolní prostředí (stabilita okolních podmínek, roční doba, při které je prováděno obrábění)
Podle toho, jakou vahou působí jeden z těchto šesti vlivů v obráběcím procesu, tak se mění výrobní přesnost. Za stabilní pak můžeme označit takový obráběcí proces, při kterém je dosahována shoda v integritě obrobeného povrchu a geometrii ploch obrobku s předpisem dle výkresové dokumentace.
Popisem zajímavého konstrukčního řešení nových CNC soustružnických center s vodorovnou osou od společ-nosti CMZ chceme v další části tohoto článku demonstrovat předpoklady pro dodržení stability obráběcího procesu.
Firma CMZ působí na trhu obráběcích strojů více než 70 let od roku 1945. Tento rodinný podnik, založený ve městě Zaldibar ve Vizcaya, v posledních letech exponenciálně rostl, aby získal pozoruhodnou velikost a bojoval o prestiž v odvětví. Ročně vyrábí téměř 500 soustruhů (tj. 2,5 stroje denně), které jsou zákazníkům k dispozici prostřednictvím čtyř dceřiných společností (Německo, Itálie, Francie a UK). Zásadně firma i přes svou velikost lpí na rodinné podstatě. CMZ má v Baskicku pět výrobních závodů, s plochou 32 000 m2, kde se vyrábí drtivá většina dílů, což poskytuje velkou zpětnou vazbu do procesu vzniku stroje. V České republice a na Slovensku reprezentuje stroje CMZ firma Newtech, s. r. o.
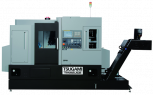
Soustruhy série TTL jsou stroje určené především pro výrobu komplikovaných dílů z tyčových polotovarů.
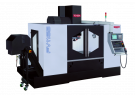
Každý, kdo preferuje na rotačních dílech frézovací kapacitu, tak ji najde u strojů řady TA.
Stroje TD Z800-Z1350 a TD Z2200-Z3200 představují soustruhy pro produkční soustružení kratších i delších dílců díky dostatečnému výkonu instalovanému ve stavěných torzních motorech pro náhon vřeten.
Soustruhy série TX provedení s plochým vedením jsou určeny pro současné obrábění několika kusů.
Z pohledu uživatelských vlastností provedeme dále popis konstrukčního řešení lože a na něm rozmístěných charakteristických uzlů vodorovných soustružnických center, jako je vřeteno, osa Y a revolverová hlava.
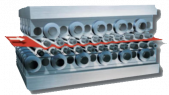
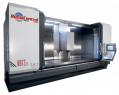
Lože vždy u všech řad tvoří monoblok, který je litinový. Jak je vidět z obr. 1 a obr. 3, u strojů řady TTL a TX má jeho profil větší sklon, než u strojů řady TA a TD (obr. 2), což je dáno tím, že je nutné pod a nad vřeteno situovat revolverové hlavy často s osou Y. Horní plocha lože je uzpůsobena pro uchycení profilových valivých vedení (TTL, TA a TX), kdežto u strojů TD je zde masivní kalená lišta, což koresponduje s charakteristikou těchto strojů, a sice realizaci výkonného obrábění díky vestavěným torzním motorům pro náhon vřetena. U všech řad je pro náhon suportů nesoucích revolverové hlavy použit rotující kuličkový šroub, s uložením v tzv. domečcích připevněných shora k loži.
Každý vřeteník má v sobě uložené vřeteno, které je srdcem obráběcího stroje. Jak je přesné vřeteno,tak je předpoklad, že budou přesné a souosé vyráběné rotační díly. Stroje všech řad mají použita pro uložení vřeten kvalitní valivá ložiska v kombinaci dvouřadé válečkové ložisko a ložiska s kosoúhlým stykem (obr. 4). To je samo o sobě zárukou potřebné tuhosti a přesnosti. Kromě toho řada TA, TTL a TD využívá pro svůj náhon vestavěné torzní motory (obr. 1, obr. 2). To dává předpoklad pro nízkou hlučnost při vyšších otáčkách, klidnější chod díky absenci řemenu a možnost dosažení dobré kvality povrchu. Stroje řady TX využívají pro náhon přírubový servomotor s řemenem. Vestavěné motory dávají možnost průvleku tyčového materiálu. Na levém konci vřetena je situován hydraulický upínací válec mající velký rozsah upínací síly.
Velmi sledovaným vybavením je u soustružnických strojů revolverová hlava. Uživatel sleduje její kapacitu, rychlost přetáčení hlavy při volbě jiného nástroje a konečně možný přenášený výkon. Torzní motor pro náhon rotačních nástrojů je umístěn mimo zástavbu revolverové hlavy, čímž ji i přes své chlazení neohřívá. Pro přetáčení je použit klasický servomotor dosahující vynikající časy při změně sousedního nástroje 0,2 s. Hlava může mít 24 poloh, a tedy i 24 nástrojů, což je pro stroje tohoto typu vysoká kapacita. V tomto konstrukčním uzlu se rozhodně skrývá řada výhod oproti konkurenci.
Osa Y je klasické konstrukce s tím rozdílem, že u strojů řady TLL je pro její posuv kuličkový šroub naháněn vestavěným torzním motorem. To výrazně snižuje zástavbovou výšku a umožňuje vysokou posuvovou rychlost 30 m/min. Ostatní stroje TD, TX a TA využívají klasické servomotory.
Pro obrábění tvarově složitých a menších součástí je vhodné používat stroje řady TX. Stroje tohoto typu mohou mít až 18 řízených os a umožňují realizovat složité obrábění.
Poznatky zmíněné v úvodní části tohoto článku je nutné chápat jako obecné úvahy, které nelze beze zbytku paušalizovat na konkrétní produkci obráběných dílců.
Vždy je nutné brát v úvahu konkrétní podmínky, provedení a charakter obrobků. Soustruhy CMZ, které jsou v tomto článku poprvé představeny české technické veřejnosti, mají podle autora elegantní konstrukční řešení a dávají velký předpoklad k tomu, aby splňovaly podmínku vysoké pracovní přesnosti. Konstrukční řešení těchto strojů naznačuje, že jde o promyšlenou konstrukci s mechanickým zjednodušením, které zajišťuje stabilitu a snadnou údržbu. Z pohledu konstruktéra jsou i proporce CMZ soustruhů „oku lahodící“. Avšak až čas, po aplikování u některého českého uživatele, ukáže a potvrdí správnost těchto úvah.
Prof. Dr. Ing. Jiří Marek, Ph.D., DBA VUT v Brně, FSI, Ústav výrobních strojů, systémů a robotiky